




Project Background
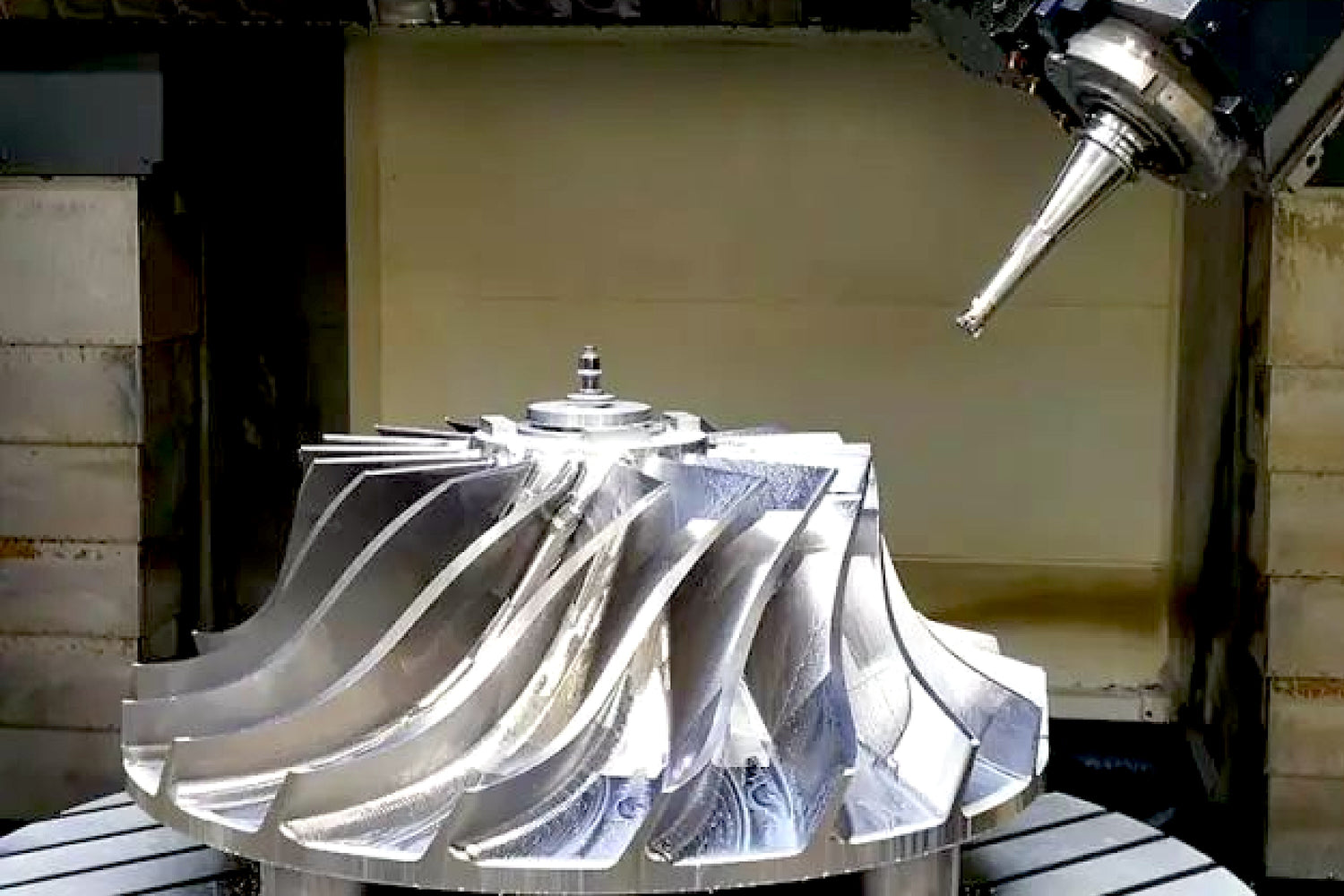
Client LAO A, a direct user of HIPPSC tools, is working on advancing a complex impeller machining project. During the project, they encountered several challenges:
- The impeller has a large overall size and complex shape, with highly twisted blades that are prone to machining interference.
- Tool reach is extensive, with a maximum tool overhang depth of 280mm, resulting in insufficient rigidity, rapid tool wear, and frequent tool changes.
- The machining process requires clearance adjustments, which prolongs machining time and reduces efficiency.
Project Specifications
- Impeller Size: 1200mm x 600mm
- Machine Spindle: HSK63A
- Total Machining Time: 45 days
- Tooling Budget (Percentage of Machining Cost): 15%
Analysis
HIPPSC’s forward deployed engineers conducted multiple site visits to investigate the machining conditions and analyzed the specific issues involved. Key findings include:
- Removing the primary machining stock efficiently impacts both the machining quality and process speed. Improving rough machining in impeller channels is crucial for overall success.
- However, the stock in the impeller channels is uneven, leading to constantly changing cutting depths, severe fluctuations in tool load, shortened tool life, reduced machining quality, and limited efficiency improvements.
Solutions
To address machining challenges, enhance efficiency, minimize interference, and reduce costs, HIPPSC proposes the following solutions:
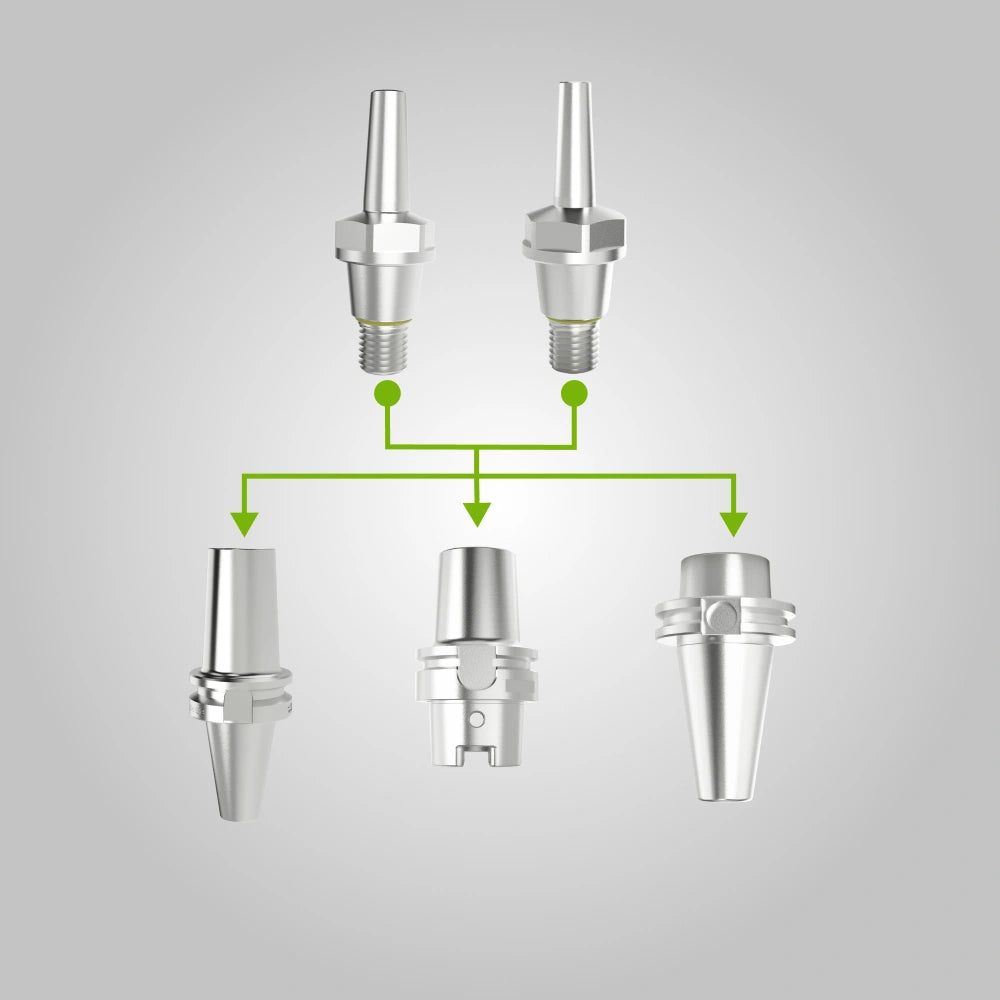
- Enhanced Rigidity with EXGRIP Modular Holder: Using the EXGRIP Series tools to boost overall rigidity, reduce vibration, and minimize interference. With a maximum overhang depth of up to 400mm, these tools offer high rigidity, flexibility, and vibration resistance, thus reducing interference.
-
Channel Roughing: For machining curved surfaces and tight clearances within the channels, the SD Series insert was selected for roughing. This series features high feed rates, superior wear resistance, and four cutting edges, making it ideal for materials like stainless steel and titanium alloys.
- Tooling Combination:
- EXGRIP Master Holder + EXGRIP Threaded Extension + SD13 Replaceable Head + SD13 Insert

- Machining Parameters:
- Tool Diameter: 66mm
- Spindle Speed (S): 330 RPM
- Feed Rate (F): 1200 mm/min
- Depth of Cut (AP): 1.5mm
- Single Edge Cutting Time: 4 hours
- Semi-Finishing: The XC06 insert was chosen for semi-finishing in the channels. The XC06 Series is versatile, supporting both soft and hard material cutting, and offers compatibility with roughing and finishing operations. Its high feed capability and cost-efficiency make it ideal for this stage.
- Tooling Combination:
- EXGRIP Master Holder + EXGRIP Threaded Extension + XC06 Replaceable Head + XC06 Insert

- Machining Parameters:
- Tool Diameter: 20mm
- Spindle Speed (S): 600 RPM
- Feed Rate (F): 1800 mm/min
- Depth of Cut (AP): 0.5mm
- Single Edge Cutting Time: 6 hours
- Finishing: To prevent workpiece interference and improve efficiency, the RO Ball Nose insert was selected for finishing. The RO Series delivers ultra-high efficiency and extended tool life.
- Tooling Combination:
- EXGRIP Master Holder + EXGRIP Threaded Extension + RO08 Replaceable Head + RO08 Insert

- Machining Parameters:
- Tool Diameter: 16mm
- Spindle Speed (S): 3000 RPM
- Feed Rate (F): 1800 mm/min
- Depth of Cut (AP): 0.2mm
- Single Edge Cutting Time: 28 hours
Summary
After optimizing the tooling configuration, interference was effectively minimized, rigidity was improved, and clearance adjustments were no longer required. This resulted in a significant efficiency boost, with:
- Cycle Time: Reduced from 45 days to 16 days.
- Tooling Budget: Reduced from 15% of machining costs to 6%.
- Overall Efficiency Improvement: 280%
Conclusion
The optimized tooling configuration has effectively reduced tool change frequency and operator workload, resulting in a substantial improvement in impeller machining efficiency and cost reduction. After extensive testing, this case study demonstrates the feasibility of widespread adoption of this solution within the industry, contributing to overall industry advancement.

{kind=link}
Leave a comment
All comments are moderated before being published.
This site is protected by hCaptcha and the hCaptcha Privacy Policy and Terms of Service apply.